SUZHOU POLESTAR METAL PRODUCTS CO., LTD. wurde von der Kommission in der Mitteilung über die Einfuhr von Polystyrene aus China geprüft.
Ihr zuverlässiger Lieferant für kundenspezifische Hardware!
Konzentrieren Sie sich auf die kleinen Spezialgeräte!
SUZHOU POLESTAR METAL PRODUCTS CO., LTD. wurde von der Kommission in der Mitteilung über die Einfuhr von Polystyrene aus China geprüft.
Ihr zuverlässiger Lieferant für kundenspezifische Hardware!
Konzentrieren Sie sich auf die kleinen Spezialgeräte!
|
|
Produktdetails:
Zahlung und Versand AGB:
|
| Material: | Aluminium | Aluminium Alloy: | 6061, 7075, 2024, 5083, 5052, 6082, etc |
|---|---|---|---|
| Maximum size: | 4000x1500x800mm | Minimum part size: | 5x5x5mm |
| Minimum wall thickness: | ≤0.5mm | Radius: | +/- 0.01mm or 0.0004” |
| Hervorheben: | 6082 Bearbeitete Bauteile,Teile aus Aluminium-Schalen,bearbeitet |
||
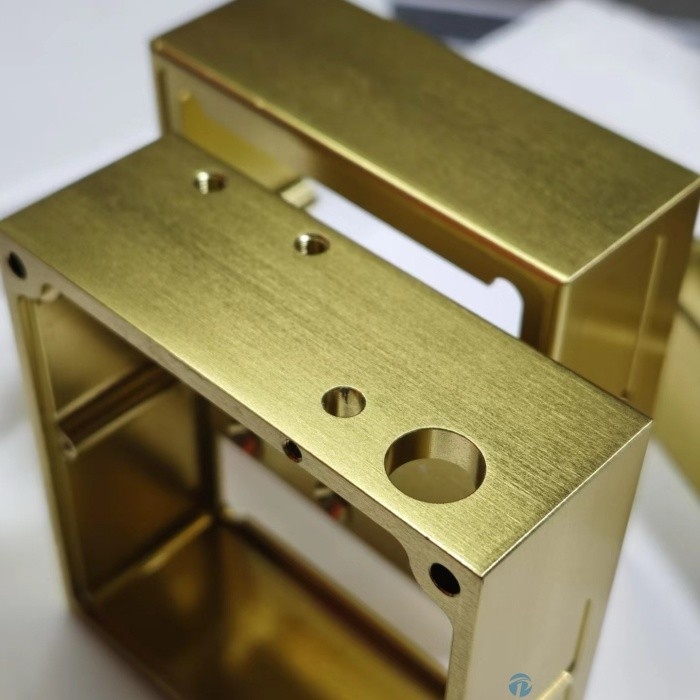
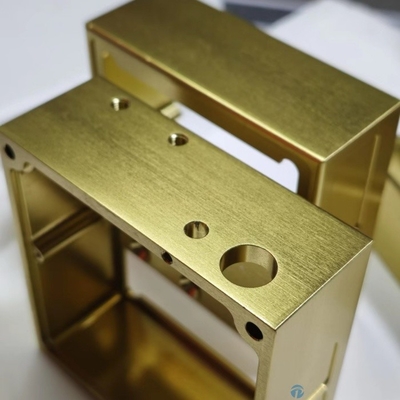
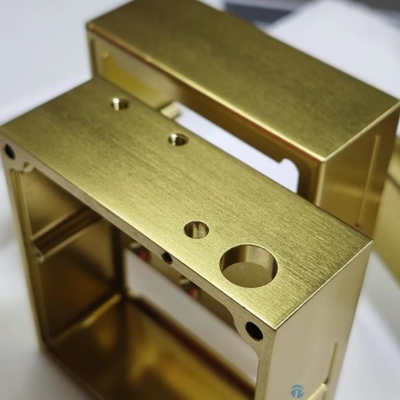
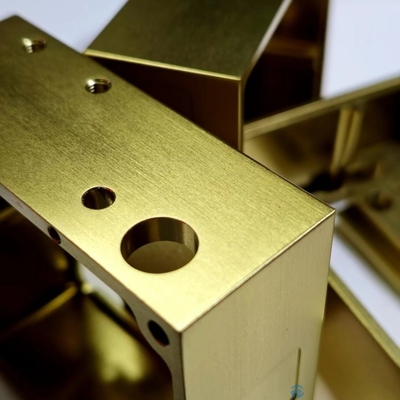
6082 Aluminiumschalen für Projektorfeuchtiger Schalen CNC-Bearbeitungszentrum Service
In der heutigen Fertigungsindustrie werden CNC-bearbeitete Teile aus Aluminiumhülle in verschiedenen Produkten wie elektronischen Geräten und Automobilkomponenten weit verbreitet.Verbesserung der Qualität und Leistung von Aluminiumteilen ist ein Ziel für Unternehmen gewordenIn diesem Artikel wird untersucht, wie der CNC-Bearbeitungsprozess für Aluminium-Schalenteile optimiert werden kann, um deren Qualität und Leistung zu verbessern.
Optimierung der Materialauswahl:
Auswahl geeigneter Aluminiumlegierungen:
Auswahl geeigneter Aluminiumlegierungen, wie 5052 oder 6061, basierend auf den Anforderungen an die Verwendung und Verarbeitung.
Sicherstellung der Materialqualität:
Auswahl hochwertiger Materialien, um die Abwesenheit von Verunreinigungen, Blasen oder Defekten zu gewährleisten und so die Qualität und Leistung von Aluminiumteilen zu verbessern.
Entwurf des Bearbeitungsprozesses:
Verarbeitungsverfahren:
Der größte Teil des Materials ist zu entfernen, um den Rohstoff vorläufig zu formen; die gleichmäßige Entfernung des Materials ist zu berücksichtigen, um die spätere Bearbeitung zu erleichtern.
Zwischenbearbeitung:
Weiterverarbeitung der Aluminiumhülle, um sich ihrer endgültigen Form zu nähern; Anpassung der Bearbeitungsparameter in diesem Stadium, um Überschneidungen oder Restphänomene zu vermeiden.
Fertigbearbeitung:
Abschluss der Bearbeitung, um die Anforderungen an Größe und Oberflächenqualität zu erfüllen.
Wärmebehandlung:
Wärmebehandlung der Aluminiumhülle nach Bedarf zur Verbesserung ihrer mechanischen Eigenschaften und Korrosionsbeständigkeit.wie Lösungsmittelbehandlung oder Alterung.
Oberflächenbehandlung:
Durchführung einer Oberflächenbehandlung der Aluminiumhülle, z. B. Anodisierung oder Beschichtung, je nach Anforderungen.Auswahl geeigneter Oberflächenbehandlungsmethoden zur Verbesserung des Erscheinungsbildes und der Korrosionsbeständigkeit von Aluminiumteilen.
Optimierung der Bearbeitungsparameter:
Schnittgeschwindigkeit:
Auswahl geeigneter Schneidgeschwindigkeiten auf der Grundlage der Eigenschaften des Aluminiummaterials und der Werkzeugarten zur Steigerung der Bearbeitungseffizienz und Verringerung der Oberflächenrauheit.
Zufuhrrate:
Ein angemessenes Festlegen der Zuführungsraten zur Gewährleistung der Stabilität des Schneidprozesses und zur Verringerung der Oberflächenrauheit; Ausgleich der Bearbeitungseffizienz bei Vermeidung von Überschnitten oder Restproblemen.
Schnitttiefe:
Auswahl geeigneter Schneidtiefen zur Ausgleichung von Bearbeitungseffizienz und Qualität Übermäßige Schneidtiefe kann zu einer erhöhten Werkzeugverschleiß- und Aufprallbearbeitungseffizienz führen.
Auswahl des Werkzeugs:
Auswahl der Werkzeugmaterialien und -arten auf der Grundlage der Eigenschaften des Aluminiummaterials und der Bearbeitungsvoraussetzungen.mit Werkzeugen aus harten Legierungen für das Hochgeschwindigkeitsschneiden und mit Diamantwerkzeugen für die Hochpräzisionsbearbeitung.
Verwendung von Kühlmittel:
Auswahl des geeigneten Kühlmitteltyps und der geeigneten Konzentration zur Gewährleistung der Stabilität des Schneidvorgangs und zur Verbesserung der Oberflächenqualität.
| Legierte Stoffe | 6061, 7075, 2024, 5083, 5052, 6082 usw. |
| Höchstgröße | Die Größe der Verpackung darf nicht überschreiten: |
| Mindestgröße des Teils | 5 x 5 x 5 mm |
| Mindestwandstärke | ≤ 0,5 mm |
| Toleranz | Je dicker die Wand, desto besser die strukturelle Integrität. |
| Radius | +/- 0,01 mm oder 0,0004 ̊ |
| Hohl | Der innere Radius sollte mindestens 1/3 der Tiefe des Hohlraums betragen. |
| mit einem Durchmesser von mehr als 20 mm | Mindestlochdurchmesser ≥ 0,8 mm, die Lochtiefe darf grundsätzlich nicht mehr als das Vierfache des Lochdurchmusses betragen. |
| Lieferzeit | 7 bis 30 Tage |
![]()
Kundenspezifische Metall-Hardware-industrielle Zusätze zerteilt Edelstahl/Stahl-Soem-Service
1-3/8“ Durchmesser-Kristallöl geriebene Bronzezink-Legierungs-Ring-Zug-Kabinett-Griffe
Kundenspezifische Gelb-Kinderecken-Acrylzug-Stangen-Kabinett-Zug-Griff der Metall-Hardware-128mm cm
PC-Satin-Nickel Zamak der Badezimmer-Hardware-Sammlungs-5 32500 Reihe Vorteilspack-
Handelsküche bearbeitet manuellen Edelstahl-Zitronen-Quetscher Juicer
Edelstahl-Küchen-Geräte eingestellt, Edelstahl-Pizza-Schneider 18/8
Küchen-Werkzeug-Satz-Hochleistungsknoblauch-Presse des Edelstahl-304 für Restaurant
Haushalts-Edelstahl-Küchen-Werkzeuge, Edelstahl-Dosenöffner-Handbuch
Kundenspezifische Kohlenstoff-Stahlsorte 8,8 schraubt Nüsse - und - Bolzen Hardware-Befestiger
DIN5685 galvanisierte Flussstahl-Ketten-Takelungs-Hardware G70 2MM - 13MM
Hohe Präzisions-Spezialitäten-Hardware-Befestiger, spezielle Nuts Befestiger
Korrosionsbeständige dünne flache Stahl-/Kupfer-Bahnunterlegscheibe der Waschmaschinen-DIN125